
談談我所用到的工具吧
最上面的是鋼尺(NT$30)
下來一點左邊的是銼刀(NT$400)
再接著是手工小電鑽(NT$500)
右邊一點是壓克力刀(NT$125)
再右邊一點是研磨組(NT$125)
研磨組裡面有一把小鋼丸(NT$85)
用來切割超好用!!
最後是鑽頭組(NT$400)
為啥要標上價格?
因為對一個入門的人來說
這樣才清楚DIY最基本的費用要多少
不過價格只是參考
像銼刀好了
一樣是五件組
你可能找到NT$150就有了
但也有可能找到NT$900才一組
差別在哪?
當然是材料囉.....
剛開始不要買太爛的
也不要買太好的
用了以後再慢慢修正自己的需要
如果工具買得太爛
在DIY的過程頻頻故障出槌
就很容易被潑冷水
說個我的實例給大家參考

有沒有看到這把電鑽的頭
長得跟一般的不太一樣?
是了
它換上了一跟大螺絲
旁邊有被削過的痕跡
為什麼呢?
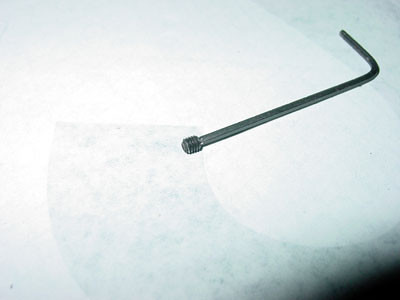
本來鎖在上面的這一個內六角螺絲
因為受力點不足而無法固定電鑽夾頭
每次只要鑽沒兩三下
電鑽頭就會自己掉下來
真是氣爆了!!!
為了換這個頭
找遍了公司附近與住家附近大大小小的電料行五金行
就是沒人在賣這個東西
後來對了一下螺絲的規格
真巧
剛好是M3的
找了一根在鎖光碟機的螺絲上看看
哇!!!真是水乳交融!!!超完美的啦!!!
問題是
螺絲突出來太長了
怎麼辦?
於是我又自己拿了木工建築用的四分鑽(本來就有了)
加上了研磨組的砂輪
硬是把外殼磨出了一個大圓
現在又生龍活虎啦!!!
所以說
工具很重要
千萬不要省(去買好一點的小電鑽吧!)
你可能會問我
像小電鑽這麼耐用的東西
怎麼可能會壞到這種程度??
除非我用暴力法在使用它......

為了解釋這個緣故
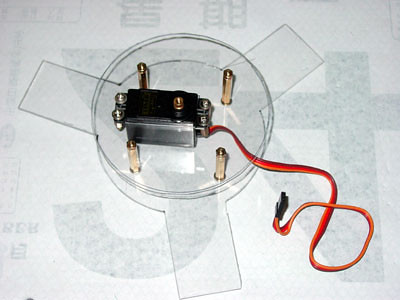
請看看這張照片吧
它是一把鑽頭
前面還有一長串白白的東西
知道這是什麼嗎?
答案是硬掉的壓克力
因為我把鑽頭當成銑刀
用來切割已經畫好的壓克力板
當鑽頭運轉時沿工件的描線邊移動
就會因熱產生軟軟的壓克力碎屑
理論上
對一台銑床來說
如果有加上冷卻液或切削液
這樣的情況應該是可以改善的
甚至不會發生
因為工件的負載並不大
不會產生這麼多的熱
只是手工具轉速又高又不容易散熱
才會有這樣的問題
加工的過程除了一邊切割
還要一邊觀察成長的壓克力屑是不是已經太大塊了
趁他未冷卻還軟軟的時候
要趕快用鉗子把他夾開
不然會沾在工件上變成另一個困擾
也可能硬掉附著在鑽頭上無法清除
經過兩天的try and error
我才找出最適合加工的方法
就是小鋼丸加上銼刀
修邊時再用研磨工具
鑽孔時要由小到大慢慢增加孔徑
不然工件鐵定會裂得一蹋糊塗
分享一下加工好的底座給大家看看
雖然很醜
但總算是生出來了....
接下來要加工尺軸傳動的部分
才是最讓我頭痛的....
有CNC該多好呀!!!
Orz.....
老闆,你真是我的知音~ 懂得把價格標出來,這樣就知道預算要怎列
回覆刪除了! 感恩啦!
基本上,在鑽床、車床上,除了削切液、冷卻液,有些比較簡單的,會採
用:強力風槍,這是比較實惠的簡易作法。
當然如我們DIY者,沒用到那麼誇張的話,基本上只要用尖嘴鉗夾一下就好。
其實如果預算夠高,可買小型桌上鑽床,才一千多。除了他是固定式,垂
直好加工,另外就是鑽頭裝置處,應該不會有這種手動小工具不太合口徑
的問題。
其次,加工時,機械震動,會造成些許的手部滑位,若用鑽床,會比較容
易克服這問題喔。
小型鑽床,您公司附近的電子街店面逛逛,應該有賣。
說到鑽床
刪除其實我也有
只是嫌它太吵
上次房子整修後被老爸搬回老家就沒再回來過
最近又有小孩要顧
沒法出遠門
如果要再買台新的又花不下去
其實如果是直線加工
我想我的手還算穩定
只是太多圓要加工了
想到就頭大!!!
說來慚愧
因為自己是機械系畢業的
所以金屬加工在工廠實習時玩得挺過癮的
反倒是壓克力這類塑料加工就沒啥經驗
哈哈~~~
如果有機會可以抱回鑽床,就抱回來吧!
回覆刪除照您現在的進度狀況,感覺日後用到的機會很多。
這樣剛好省下一筆小開銷,我倒是會花下去就是了。
既然您自爆料直線加工手很巧,那麼...小弟請您代工啦 哈哈
開玩笑的,不過真羨慕您呢!
塑料加工,要注意:摩擦熱溶、軟硬度、厚薄
都是些小問題,可是有時候被小問題卡到,就會很多BUG
加油加油!
誠如你所說
刪除有了鑽床一定會很常用的
因為圓型的加工有了鑽床會如虎添翼
先在工件的中心點鑽孔
再用長一點的銅柱鎖上
接著將工件固定在鑽床的轉軸上
拿一塊磨刀石用虎鉗夾牢
然後啟動鑽床讓工件旋轉
再慢慢將磨刀石靠近工件
保證磨出一百分的圓!!!
概念跟車床是一樣的....
哈哈哈,剛剛看完您說:接著將工件固定在鑽床的轉軸上
回覆刪除拿一塊磨刀石用虎鉗夾牢
然後啟動鑽床讓工件旋轉
我竟然不知不覺跟著轉了一下腦袋 XD
不過您這作法很正確,相當的圓喔!其實若可以鎖上砂輪,這也能當砂輪
機啦~~ 又省一筆了!
鑽床的缺點是不能躺著用
刪除不然當砂輪機也沒問題
^^
請問您沒用到壓克力線鋸嗎??
回覆刪除謝謝
沒有耶!
刪除買了才發現用不到
因為我都用電動工具
哈哈
小圓鋸片(小鋼丸)很好用
強烈推薦
不過記得要帶護目鏡
之前加工有被壓克力噴到眼睛
痛了一整個晚上....
提供您參考囉~~~
請問你!!
回覆刪除你的大圓小圓還有內圓(超過3mm的)
是怎麼切的!!
我一直切不好= =
阿明您好
刪除外圓的部分
我是用小鋼丸先切到離線邊1mm左右
再用砂紙慢慢磨出來的
內圓的話
先用1~2mm的鑽頭鑽一個小孔
再用研磨工具順著線邊慢慢移動
手會有點酸
因為小電鑽在加工時是會震動的
所以不要一次勉強自己加工太多部分
一點一點加就可以了
最後再用銼刀與砂紙修一下即可
圓的部分真的不好加工
要多一點耐心唷~~~
謝謝你唷!!
回覆刪除因為小鋼丸有點難受控制= =(對我來說)
我會多加嘗試!!
謝謝^^....
小鋼丸要控制得好
刪除進刀量很重要
建議您如果單手操作不來的話
可以用虎鉗固定工件
再用兩手操作小電鑽
這樣會比較穩
加工時不要一直轉
是切一下放一下
再切一下再放一下
一直切的話小鋼丸會黏在工件上
或是反過來將小電鑽固定好
再用工件靠上去加工
第二種方法會比較危險
因為會動的工具不容易固定
看您的使用習慣囉~~~